























































Per i marchi in cui la rottura della cucitura non è un risultato accettabile, vale la pena comprendere in dettaglio la differenza tra queste due situazioni.
Lo standard da 27,12 MHz: perché la saldatura RF si riscalda in modo diverso
La distinzione fondamentale tra la saldatura RF e il collegamento termico convenzionale non è solo l'efficienza, ma la direzione in cui il calore viaggia attraverso il materiale.
I metodi convenzionali (barre calde, piastre riscaldate, pistole termiche) applicano energia alla superficie del materiale e si basano sulla conduzione per portare l'interno alla temperatura di incollaggio. Per i film sottili questo funziona adeguatamente. Per i tessuti laminati in TPU spessi e densi utilizzati negli equipaggiamenti impermeabili di alta qualità, ciò crea un problema pratico: portare l'interfaccia interna alla temperatura di fusione richiede un tempo di permanenza sulla superficie sufficiente per rischiare di bruciare o deformare prima lo strato esterno. La finestra tra "non abbastanza" e "troppo" si restringe all'aumentare dello spessore del materiale.
La saldatura RF aggira questo problema generando calore dall'interno del materiale anziché condurlo verso l'interno. Le apparecchiature di saldatura RF professionali funzionano a 27,12 MHz, la banda di radiofrequenza ISM (industriale, scientifica e medica) assegnata per questa classe di apparecchiature industriali. A questa frequenza, il campo elettromagnetico alternato fa sì che le molecole polari all’interno del TPU tentino di riallinearsi ad ogni oscillazione: circa 27 milioni di volte al secondo. L'attrito molecolare che questo produce genera calore uniformemente in tutta la zona di saldatura, nell'interfaccia dove deve avvenire la fusione, senza fare affidamento sulla conduzione termica dalla superficie all'interno.
Sotto la pressione pneumatica applicata simultaneamente, il materiale sull'interfaccia di giunzione raggiunge la temperatura di fusione e gli strati si fondono a livello molecolare. Una volta rimosso il campo e il materiale si raffredda sotto pressione sostenuta, il confine originale tra i due pannelli non esiste più strutturalmente: la zona di saldatura è diventata un unico pezzo continuo di materiale. Nei test di trazione distruttivi, questa zona in genere resiste oltre il punto di cedimento del tessuto di base circostante. Questo risultato è il punto di riferimento pratico per una saldatura RF eseguita correttamente.
Saldatura del TPU 840D ad alta tenacità: un margine di errore più ristretto
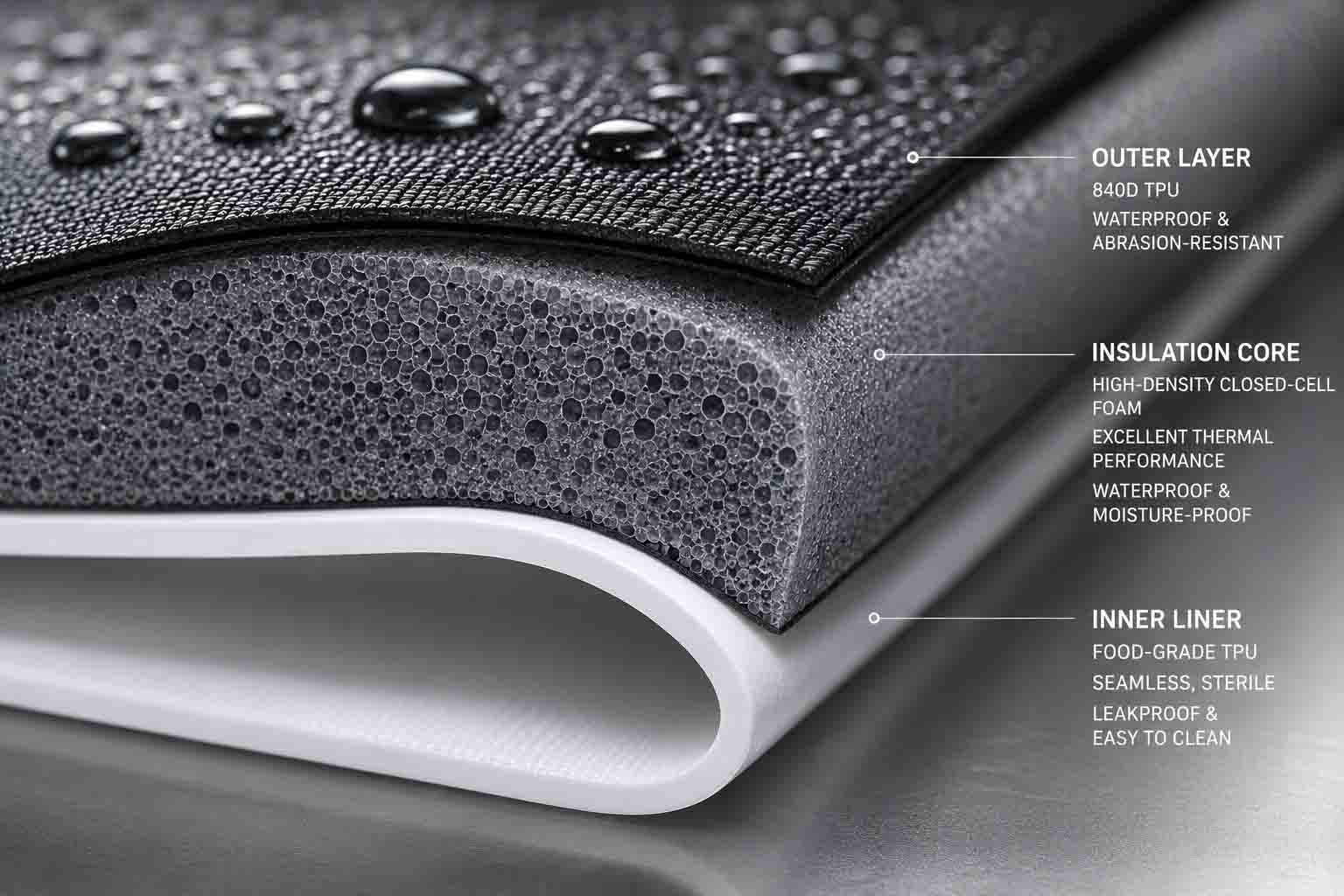
La saldatura RF funziona su una gamma di materiali termoplastici compatibili: PVC, PET, EVA e vari tessuti rivestiti in PU. Per le applicazioni esterne pesanti che richiedono resistenza all'abrasione prolungata e integrità strutturale sotto carico, il TPU ad alta tenacità da 840 denari è il materiale di riferimento. È anche quello che pone i maggiori requisiti in termini di calibrazione del processo.
Un denaro più elevato significa una maggiore massa di materiale nella zona di saldatura, che richiede più energia elettromagnetica per portare alla temperatura di fusione. La difficoltà è che questo non significa semplicemente aumentare la potenza. La finestra operativa, ovvero l'intervallo tra energia insufficiente (fusione incompleta, saldatura soggetta a perdite) ed energia eccessiva (bruciatura del materiale, barriera impermeabile compromessa), si restringe all'aumentare del peso del tessuto. Un'impostazione di potenza che funziona in modo pulito sul TPU 420D può produrre punti freddi sull'840D allo stesso tempo di ciclo, mentre un'impostazione calibrata per l'840D può bruciare materiali più sottili nello stesso prodotto.
La gestione di ciò richiede una calibrazione specifica del materiale. Quando il TPU 840D entra in una linea di produzione, che si tratti dell'introduzione di un nuovo prodotto o di un nuovo lotto di materiale dallo stesso fornitore, la potenza RF, la pressione della pressa e i tempi del ciclo devono essere convalidati rispetto a quel materiale specifico: il suo denaro, il peso del rivestimento in TPU e la formulazione. Questi parametri fanno parte di una SOP documentata, verificata all'inizio di ogni ciclo di produzione. Una struttura che applica impostazioni uniformi su tutti i pesi dei tessuti non svolge questo lavoro, indipendentemente da come viene descritta la capacità.
Tre variabili di processo che determinano la coerenza della produzione
Un prototipo che supera il test di pressione stabilisce che è possibile ottenere la saldatura corretta. Una produzione coerente richiede il controllo delle variabili che determinano se è ripetibile su tutto il volume.
Precisione degli utensili per stampi
Lo stampo di saldatura, l'elettrodo sagomato che entra in contatto con il materiale e definisce la geometria della saldatura, viene lavorato in ottone o alluminio nelle dimensioni richieste dallo specifico modello di cucitura. La precisione dimensionale in questi utensili non è una preoccupazione secondaria. Una superficie irregolare dello stampo produce una distribuzione irregolare della pressione nella zona di saldatura, che produce un riscaldamento interno irregolare: punti freddi in cui il materiale non ha raggiunto la temperatura di fusione completa e punti caldi dove si è surriscaldato. I punti freddi diventano punti di inizio perdita. I punti caldi diventano aree di assottigliamento del materiale che compromettono l'integrità della cucitura a lungo termine.
L'usura dello stampo ha lo stesso effetto sul volume di produzione. Le superfici di contatto che rientravano nella tolleranza all'inizio di una campagna di produzione escono gradualmente dalla tolleranza. Le operazioni responsabili di saldatura RF monitorano le condizioni dello stampo e sostituiscono o ricalibrano gli strumenti prima che l'usura influisca sulla qualità della saldatura, non dopo che i test di controllo qualità iniziano a mostrare tassi di guasto elevati.
Applicazione della pressione: due fasi, due funzioni diverse
La pressione pneumatica nella saldatura RF svolge funzioni distinte durante la fase di saldatura attiva e la fase di raffreddamento che segue, ed entrambe sono importanti.
Durante la fase RF attiva, la pressione garantisce un contatto intimo tra gli strati del materiale sull'interfaccia di saldatura, consentendo la mescolanza molecolare quando il TPU raggiunge la temperatura di fusione. Durante la fase di raffreddamento, dopo che l'energia RF è stata rimossa, la pressione mantiene in posizione la zona fusa mentre le catene polimeriche si solidificano. Il rilascio della pressione prima che la zona di saldatura si sia sufficientemente raffreddata consente al materiale ancora morbido di deformarsi, producendo un legame più debole e incoerenze dimensionali sui bordi della zona di saldatura che diventano punti di concentrazione delle sollecitazioni durante l'uso.
Il rilascio prematuro della pressione è una delle scorciatoie del processo più comuni nella saldatura RF di volumi elevati, dove la pressione sui tempi di ciclo crea un incentivo operativo per passare rapidamente alla parte successiva. Le saldature risultanti spesso superano l'ispezione visiva e i test iniziali a bassa pressione, quindi mostrano tassi di fallimento elevati sotto carico sostenuto e ripetuti cicli di flessione sul campo.
Tempi del ciclo
Un ciclo completo di saldatura RF viene eseguito in tre fasi: prestampa (pressione applicata prima dell'attivazione RF, consentendo al materiale di posizionarsi correttamente nello stampo), saldatura attiva (energia RF attiva, riscaldamento molecolare e fusione in corso) e raffreddamento sotto pressione (RF disattivata, zona di saldatura solidificata). Ciascuna fase ha una durata ottimale specifica allo spessore del materiale, al peso del rivestimento e alla geometria dello stampo in uso.
Questi tempi non si trasferiscono tra i materiali. Un ciclo sviluppato per una specifica TPU specifica salderà in modo insufficiente il tessuto più pesante e rischierà di saldare eccessivamente il materiale più leggero utilizzato altrove nello stesso prodotto. Quando le specifiche del materiale cambiano tra cicli di produzione (denari diversi, pesi di rivestimento diversi, lotti di fornitori diversi) i parametri del ciclo richiedono una riconvalida, non un'ipotesi di continuità.
Test di pressione idrostatica a 1,0 bar: cosa conferma effettivamente
L'ispezione visiva delle giunzioni identifica difetti a livello superficiale: segni di bruciatura visibili, evidenti lacune nella copertura della saldatura, distorsioni dimensionali evidenti. Non identifica zone interne sottofuse, microvuoti sull'interfaccia di saldatura o punti freddi che resistono in condizioni ambientali ma si aprono sotto carico. Per i prodotti impermeabili con qualsiasi dichiarazione di valutazione della pressione, l'ispezione visiva è un pavimento, non un soffitto.
Il test di pressione idrostatica a 1,0 bar è lo standard di convalida per i prodotti per esterni saldati RF. Un bar corrisponde alla pressione idrostatica di una colonna d'acqua di 10 metri, ben oltre le condizioni di immersione che la maggior parte dei prodotti per esterni incontrerà nell'uso sul campo, il che è esattamente ciò che lo rende un test di qualificazione della produzione significativo.

La procedura: i prodotti completati vengono gonfiati ad una pressione interna di 1,0 Bar e immersi in acqua o tenuti sotto pressione per un periodo definito. La condizione di superamento è pari a zero emissione di microbolle da qualsiasi giunzione, zona di saldatura o punto di chiusura. Una singola bolla indica un percorso di perdita che ammetterà l'acqua durante l'uso sul campo, indipendentemente dalla scala. Non è previsto un superamento parziale accettabile a questo livello di test.
Ciò che il test conferma va oltre il fatto che un'unità specifica mantenga la pressione al momento del test. Un prodotto che supera 1,0 Bar ha confermato la completa fusione molecolare in ogni zona di saldatura, il corretto contatto dello stampo attraverso l'intera geometria della giunzione e un adeguato raffreddamento prima del rilascio della pressione. Tassi di successo costanti durante un ciclo di produzione sono la prova del controllo del processo, non la variazione di singole unità che ha avuto un trend positivo.
La frequenza dei test è tanto consequenziale quanto la gravità dei test. I test per unità sui prodotti di giunzione critici forniscono una copertura completa della produzione e rilevano i singoli guasti prima della spedizione. Il campionamento batch fornisce confidenza statistica a un costo inferiore ma consente il passaggio dei singoli guasti. Il protocollo appropriato dipende dal costo a valle di un guasto sul campo di una singola unità: per i prodotti in cui una perdita genera una richiesta di garanzia e una potenziale esposizione del marchio, il test per unità è la posizione razionale.
Valutazione della capacità di saldatura RF: le domande che distinguono la maturità del processo
La prevenzione delle perdite nei prodotti impermeabili saldati a radiofrequenza è un risultato ingegneristico, non un'affermazione di produzione. Le variabili del processo sono note, i metodi di controllo sono stabiliti e il protocollo di test che valida il risultato è ben definito. Un produttore con reali capacità in quest'area descriverà il proprio funzionamento in questi termini specifici.
Le domande che vale la pena porsi durante la valutazione del fornitore sono concrete:
Come vengono documentate le impostazioni di potenza RF e i tempi di ciclo in base alle specifiche del materiale e cosa attiva la riconvalida quando cambiano i lotti di materiale?
Come vengono monitorate le condizioni dello stampo e a quale soglia viene sostituita l'attrezzatura?
I test idrostatici vengono condotti per unità o mediante campionamento in lotti e a quale pressione?
Possono fornire record di test relativi a recenti cicli di produzione di prodotti comparabili?
Queste non sono domande difficili per una struttura che controlla effettivamente queste variabili. Sono domande molto difficili per una struttura che utilizza apparecchiature di saldatura RF senza la disciplina del processo alla base. Le risposte ti dicono in quale situazione ti trovi.